




Choosing a Flux – A Technical Article
Pillarhouse International, in partnership with the Selective Soldering Academy, has produced a Technical Paper outlining the the different types of fluxs and their advantages and disadvantages.
Choosing the Correct Flux – Types and Their Advantages/Disadvantages?
INTRODUCTION:
Whilst often overlooked, the flux chosen for the selective soldering process has a great impact on solder joint quality, long term reliability and overall selective soldering performance. This article outlines the critical factors of commonly available selective soldering fluxes and how they impact the soldering quality, reliability and equipment performance.
Fluxes essentially fall into three basic categories or flux types:
- Low-Solids/No-Clean Fluxes
- Rosin Fluxes (Full/High-Solids Rosins)
- Water Soluble fluxes
When discussing fluxes for the Selective Soldering process, we are generally referring to Low-Solids/No-Clean fluxes, and it is the most commonly used flux type in Selective Soldering.
If a company is using a Full Rosin or Water Soluble flux in their Selective Soldering process, they are usually mandated to use them by their customer, or industry, and are usually producing a legacy product with a legacy reliability standard. From a flux performance standpoint both of these flux types solder very well, and there is little to evaluate. But most companies using Selective Soldering avoid them because of the need to install expensive cleaning processes as well. After all, one of the benefits of Selective Soldering is the ability to selectively flux so that cleaning can be eliminated.
NOTE: If you are required to use a Rosin or Water Soluble flux in your Selective Soldering process then you should consult with your equipment manufacturer to make certain you have the appropriate options or materials for handling these types of fluxes.
Low-Solids/No-Clean fluxes breakdown into a few other categories:
- Alcohol-based, Rosin or Resin Containing;
- Alcohol-based, Rosin or Resin Free;
- Water -based, Rosin or Resin Free (VOC-free);
[rare occasions will contain rosin or resin]
In this category there are a variety of manufacturers and many more flux choices. So how do you decide? Even if your customers, corporate management, or your available manufacturing processes dictate the flux you use, it is important to understand if the flux you are using is a help or hindrance to your Selective Soldering process.
Low-Solids/No-Clean fluxes in general, have less active chemistry and are more challenging to solder with than Rosin or Water Soluble. Some fluxes are made to overcome particular issues, issues you may not have; while others may be weak in an area that is an issue for you. Frequently the type of products you manufacture can impact the flux that is best for your process. Or, simply the variety of products you manufacture can influence your choice of flux—and it may even require using different fluxes for different products.
One issue is that many of the available fluxes, being used in Selective Soldering, were originally intended for Wave Soldering. Regardless of the product or application, the Wave Soldering process was relatively the same across the industry and easier to adapt for these different fluxes. Only recently have flux manufacturers started producing fluxes specifically for Selective Soldering, recognizing that it is a distinctly different process than Wave Soldering.
However, among these various flux options, the rosin/resin containing, alcohol-based Low-Solids/No-Clean fluxes are usually the best option for the Selective Soldering process. They work well across various surface finishes, have a relatively wide process window, handle a wider range of time at high temperature, work with leaded and lead-free solders, and burn-off well, generally leaving safer residues.†
UNDERSTANDING THE FLUX TYPES:
There are three key attributes for a flux that determine the flux categories. These attributes also govern whether you need to clean your boards after soldering. However, the level of acceptability is not necessarily universal and depends on the requirements of the product.
- Activity
- Solids Content
- Material Type
With that in mind the three basic flux types can be simply distinguished in this way:
- Low-Solids/No-Clean Fluxes (2%-8% solids content)
- Solvent Based – with or without Rosin/Resin
- Water Based (VOC-free) – No Rosin/Resin (rare exceptions)
- Low to medium activity
- “Short Life” (in process)
- May or may not require cleaning
- Rosin Fluxes
- Full/High-Solids Rosins with 15%-45%
- Solvent based
- Can be low activity, but normally medium to high activity
- “Long Life” (in process)
- Typically, always cleaned
- Water Soluble fluxes
- Generally, high solids (11%-35%)
- Solvent based (occasionally water-based)
- Always highly active
- Very “Long Life” (in process)
- Always cleaned
Activity and Solids content are usually the two key attributes that determine whether the product will require cleaning of the flux residues after soldering. And from a material type and solids content perspective the fluxes break-down further, as shown in the tree diagram below.
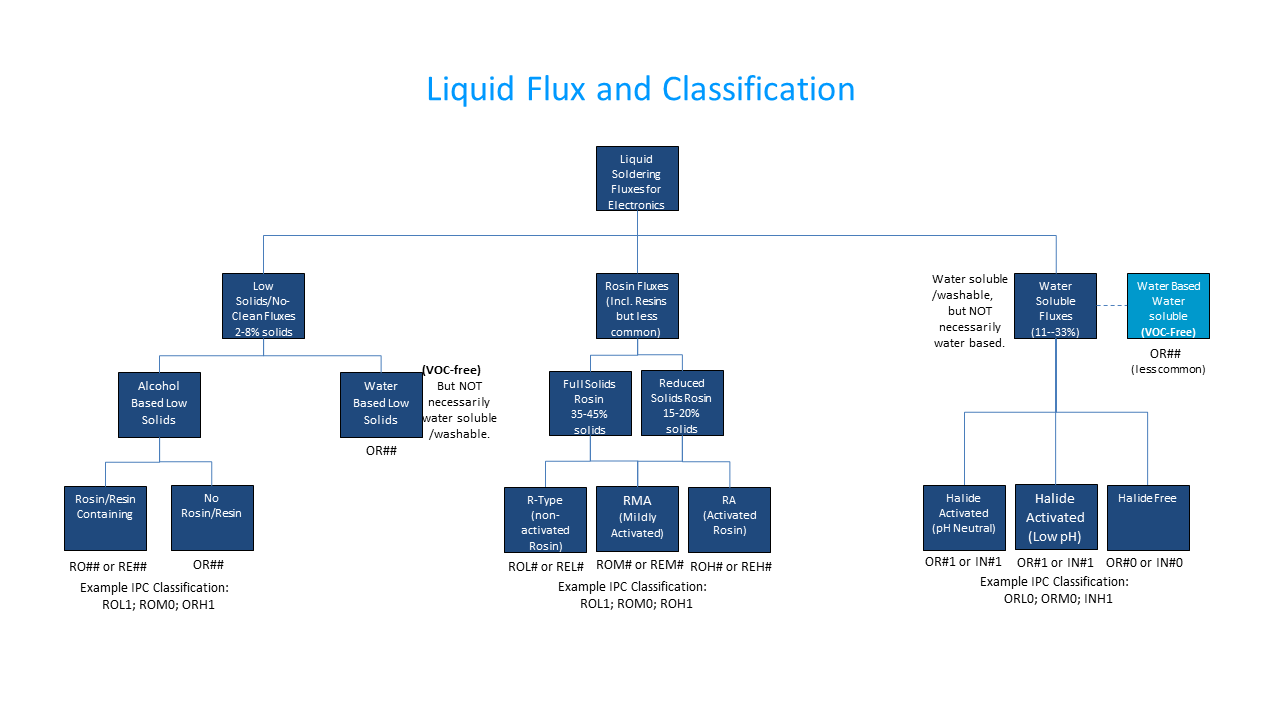
The table below breaks down fluxes as having a High Solids Content or Low Solids Content, whether it contains rosin or not, and whether it is water based or alcohol based (solvent based). You will also notice four-character designator starting with RO, RE, OR, etc. The IPC instituted this designator system to more clearly classify, or identify, the activity of fluxes as Low, Medium or High, based on tests outlined in IPC-J-STD-004. All flux manufacturers perform these tests and identify each flux with the appropriate designator. How the designator applies is illustrated in the table below.
| Flux Composition | Partial Designator | Flux/Residue Activity | Partial Designator | Complete Designator | |
| Containing Halides | No Halides | ||||
| Rosin | RO | Low | ROL | ROL1 | ROL0 |
| Moderate | ROM | ROM1 | ROM0 | ||
| High | ROH | ROH1 | ROH0 | ||
| Resin | RE | Low | REL | REL1 | REL0 |
| Moderate | REM | REM1 | REM0 | ||
| High | REH | REH1 | REH0 | ||
| Organic | OR | Low | ORL | ORL1 | ORL0 |
| Moderate | ORM | ORM1 | ORM0 | ||
| High | ORH | ORH1 | ORH0 | ||
| Inorganic | IN | Low | INL | INL1 | INL0 |
| Moderate | INM | INM1 | INM0 | ||
| High | INH | INH1 | INH0 | ||
Flux manufacturers include this designator on the technical datasheet for every (recent) flux. However, fluxes are rarely referred to by these designators alone. Most fluxes are still referred to as Low-Solids/No-Clean, Rosin and Water Soluble fluxes. The designators alone do not tell you exactly what type of flux you are dealing with. For example, ROL1 could either be Full Rosin or No-Clean with some Rosin. ORM0 could be an alcohol-based No-Clean, a water-based No-Clean (VOC-free), a standard Water-Soluble, or a water-based Water Soluble.
But the information on the datasheets with the designator, the solids content and the description of the flux should provide you with good idea about what kind of flux you have. However, you may have to either consult with the manufacturer or the MSDS to determine the solvent, usually alcohol or water. If a flux contains rosin, you can be quite certain that it is an alcohol based flux, as rosin is not naturally soluble in water.
Since Low-Solids/No-Clean Fluxes is the more common flux used in Selective Soldering, we have correlated them to the IPC designators in the below table:
| Flux Type | Flux Composition | Partial Designator | Solvent | Solids Content (most commonly) | Designator | Market Presence/Availability |
| Containing Halides | ||||||
| Low-Solids/No-Clean | Rosin | RO | Alcohol | 2%-8% | ROL1/0 | Most Common |
| ROM1/0 | Rare | |||||
| ROH1/0 | Never | |||||
| Resin | RE | Alcohol | 2%-8% | REL1/0 | Most Common | |
| REM1/0 | Rare | |||||
| REH1/0 | Never | |||||
| Organic | OR | Alcohol (non VOC-Free) Water (VOC-free) | 1.5%-6% | ORL1/0 | Most Common | |
| VOC-Free Low-Solids /NC | ORM1/0 | Occasionally | ||||
| ORH1/0 | Uncommon |
The point of the designator system, is so that a user can make a more informed decision about the activity and suitability of their flux and understand whether or not post soldering cleaning is required (or at least investigated). Full Rosins and Water soluble fluxes both have to be cleaned after soldering because of the high amount of solids and residues, and/or because of high activity of their residues.
NOTE: It is best to consult with the manufacturer of the flux to discuss its performance and behaviour. Some fluxes can have tendencies perform better, or worse, in certain aspects even though they appear virtually the same “on paper,” which only the manufacturer or rep will know.
CAUTION: Be cautious, not only about Water Soluble fluxes, but about any flux with low pH. In a number of cases the pH on a datasheet can be mis-leading, as all fluxes are designed to become more active as heat is applied. But low pH at room temperature can prove to be detrimental to equipment. Also, because of some clever chemistry some fluxes are actually more active than they appear with IPC classification, which only the manufacturer knows. It is always best to consult the manufacturer about its characteristics prior to using an unfamiliar flux.
ABOUT THE FLUXES—THE PROS AND CONS:
One of most important aspects of flux is its activity and ability to form a good solder joint—wetting the lead, the hole and the land quickly, completely and leaving a strong solder joint. Usually the more activity, the better the soldering and the bigger/better the process window. Full-Solids Rosin and, particularly Water Soluble fluxes, are well known for excellent soldering performance, largely due to their activity and abundance of chemistry that give it great endurance throughout the soldering process.
Low-Solids No-Clean fluxes do not remove oxides as well, or as completely as Water Soluble and Full Rosin fluxes. And they do not have nearly the chemistry to last as long throughout the soldering process. And as such, they generally have a dramatically smaller process window.
WATER SOLUBLE FLUX:
Water Soluble fluxes are excellent for soldering, and provide the best soldering possible. They have a great amount of activity that readily cleans the metals to be soldered, and virtually never burn off during the soldering process. However, these chemistries are generally very aggressive, corrosive, persistent and will continue to react after soldering. They are virtually always classified as ORH, or INH, and must be cleaned from soldered circuit boards thoroughly by a machine wash process, and one that has to be monitored very closely. Any remaining ionic contamination could easily result a disastrous field failure, so the cleaning process has to be extremely thorough. Normally, boards coming out of the wash are periodically tested for ionic contamination, usually using some type of Ionograph or Omegameter.
The detrimental effects of corrosion can even happen in the manufacturing facility if residues are not cleaned off in a timely manner. Below is a photo of Water Soluble flux corrosion only after sitting for two hours. Another potential failure mode of Water Soluble residue contamination is dendritic growth, which is metallic, hair-like growths that can develop between and short adjacent conductor paths.

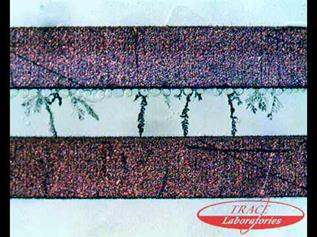
Water Soluble Corrosion Dendrites
To be clear, the washing systems for Water Soluble fluxes have proven to be completely effective for decades, but are expensive to operate and take up valuable floor space. However, the aggressive chemistry of Water Soluble fluxes requires corrosive resistant fluxers, and attacks the equipment which is more difficult to keep clean.


For these reasons many do not use, and we do not recommend using Water Soluble flux, whenever possible.
ROSIN FLUX:
Full Rosin Fluxes also provide excellent soldering, with an equivalent ability to clean the metals to be soldered and to last throughout the process. But, they do not have the same propensity as Water Soluble to corrode and damage product. In fact, instead, the rosin has the benefit of acting as protective barrier during soldering and after soldering can entrap ionic residues, preventing them from being mobile and reacting in a destructive manner.
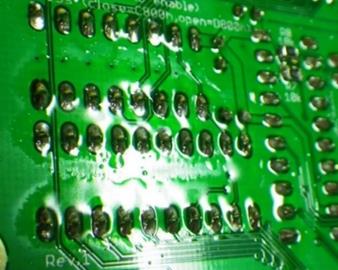
Source: www.lo-tech.co.uk
However, Rosin leaves a residue on the board and can contaminate manufacturing equipment—which serves as the main motivator to cleaning this kind of flux from circuit boards, more so than the reliability issues of Water Soluble fluxes. Although, with the high demands of today’s electronics, rosin residues can also lead to failures as well in harsh environments.
The cleaning process for rosin can also be an expensive process to operate, but also usually requires a solvent that brings its own complications. However, the benefits of rosin were enough to carry it over into Low-Solids/No-Clean fluxes.
LOW-SOLIDS/NO-CLEAN FLUXES:
As most realize, these types of fluxes were employed so that cleaning could be eliminated. As the name implies, these fluxes have less chemistry and activity, and make soldering with the same results more challenging.
Alcohol-Based, Rosin Low-Solids/No-Clean Fluxes:
Initially, Low-Solids/No-Clean Fluxes were essentially Rosin-like fluxes, just less of it. Today, these fluxes are much more sophisticated. But, the principle is that with less chemistry, there will be little to no active chemistry left on the board after the soldering process thus eliminating the need to clean the board. So rather than the 35% solids in a Full Rosin flux, the Low-Solids fluxes range from 1.5% to 8%. With less chemistry the issue now becomes having enough active chemistry to be an effective flux.
NOTE: Low-Solids fluxes are not necessarily No-Clean for everyone or every application. The same flux and residues in one application may be perfectly safe, while in another application they may be harmful. It is up to the customer, the product designers, etc., anyone who understands the demands of the end-use environment for that product, to dictate whether a Low-Solids flux is actually a No-Clean flux for them.
Even in small amounts, Rosin in effect, is used as a way to avoid simply adding active chemistry to improve performance. It is a key ingredient in many of these Low-Solids fluxes, as it helps protect the cleaned metal and the little chemistry in these fluxes during the soldering process. It allows the flux to withstand a longer, hotter exposure to heat than without it. With rosin in the flux, you may see slightly more residue, but the idea is again that any remaining chemistry will be contained by the rosin. Even so, some customers find any residue visibly undesirable or potentially more unsafe to leave on the board. In these cases, many end up cleaning, or are asked by their customer to clean the Low-Solids flux residues from the boards.
Not only are these fluxes good in long heat/preheat exposures or higher heat processes, they work well in low heat applications, or short processes, as the alcohol evaporates very quickly allowing the soldering to begin almost immediately.
Alcohol-Based, Non-Rosin, Low-Solids/No-Clean Fluxes:
To partially address this issue, most flux manufacturers offer Low-Solids fluxes with no rosin at all, which tends to allow the active flux to volatilize more completely during soldering and leave the least amount of residue. However, as a result, these fluxes tend to not last as long because they are not shrouded by rosin. For Selective Soldering this can be a problem, as time exposure to elevated or high heat can be relatively long in some cases. These fluxes can potentially be depleted by the time they are soldered in the Selective Soldering process. Leaving a little rosin in the flux helps combat the heat issue as well as encapsulate remaining ionic residues. For this reason, most Low-Solids fluxes have some small amount of rosin, or a synthetic equivalent.
These fluxes work best if you have a fairly homogeneous product type and typically run short programs, or don’t require a lot of preheat—and require minimal residues. You can dial the process in to get very good results.
VOC-free, Low-Solids/No-Clean Fluxes:
VOC-free Low-Solids fluxes are similar, in that they do not have rosin, but because they are water based they do handle more exposure to heat and can tend to be a little more active. However, the issue with fluxes can be that they are water based—they require more heat to evaporate the water, and can force you into a longer preheat cycle than you would not otherwise need, increasing your overall cycle time.
If you primarily run heavy boards and a high heat programs/processes, VOC-free may work best, as the water takes longer to evaporate and they can be a little more active
PROS & CONS SUMMARY –
For these reasons, Low-Solids/No-Clean Flux with some small amount of rosin, or synthetic equivalent, is usually the better choice for Selective Soldering. They have a wider process window and offer better success when you have a variety of products and programs that require a range of heat or time at elevated temperatures.
| Water Soluble Flux | |
| PROS: | Excellent soldering—wide process window
Excellent to very good for high reliability applications—depends on cleaning process and product demands Good for high heat applications |
| CONS: | Requires more preheat
Residues must absolutely be cleaned—process and floor space expensive Cleaning process must be closely monitored with ionic testing Cleaning must occur within time recommended by flux mfr. Increased machine maintenance – chemically attacks equipment Contaminates carriers, totes, other work surfaces Requires optional fluxer upgrade, and/or material upgrade Slight residues can cause field failures |
| Rosin Flux | |
| PROS: | Very-good to excellent soldering—wide process window
Very good to excellent for high reliability applications Very good to excellent for high heat applications Long process “Life” |
| CONS: | Requires more preheat
Residues must be cleaned—process and floor space expensive Requires more machine maintenance & can pose difficulty for downstream processes, ICT, AOI, etc. Often requires optional fluxer upgrade In some scenarios/applications residues can be reliability concern |
| Low Solids/No-Clean | |
| PROS: | Good to very-good soldering
Less post-soldering residue-may allow for no cleaning† Can allow for lower preheat processes (vs. wave & non water based) Variety of flux choices and can work well on variety of applications Easy on equipment |
| Non-Rosin, Alcohol | Burn off very cleanly |
| VOC-free | No volatile solvent; can be more active and have longer process “Life” vs. Non-Rosin, Alcohol flux |
| CONS: | Less activity and smaller process window vs. Rosin or Water Soluble fluxes
Can pose difficulty and have reduced process window with high heat applications Residues still may need to be cleaned by edict, or flux amount required leaves undesirable or unsafe amount of residues. Water-based (VOC-free) can require more preheat |
| Non-Rosin, Alcohol | Short process “life” |
| VOC-free | Requires more preheat, can increase cycle time unnecessarily
Can not necessarily as clean as Non-Rosin, Alcohol flux |
Produced by: Eddie Groves – Selective Soldering Academy ([email protected])
Edited by: Jonathan Wol – Pillarhouse USA Inc. ([email protected])
†Safety regarding residues is not universal across all products or applications. The allowable residues depend on the demands of the product, its end-use environment and tested according to the design requirements.
For more information about Pillarhouse’s fluxing technologies specifically, please visit: Fluxing Technologies (pillarhouse.co.uk)